+
WEBINAR: Unlock the Power of Industrial CT Scanning
See Deeper. Solve Faster. Spend Smarter.
A 1/2 Hour That Could Reshape Your Inspection Strategy
Date: Wed June 18, 2025
Time: 11am Central Time
Location: Live Online Webinar
See Deeper. Solve Faster. Spend Smarter.
A 1/2 Hour That Could Reshape Your Inspection Strategy
Date: Wed June 18, 2025
Time: 11am Central Time
Location: Live Online Webinar
See Deeper. Solve Faster. Spend Smarter.
A 1/2 Hour That Could Reshape Your Inspection Strategy
Date: Wed June 18, 2025
Time: 11am Central Time
Location: Live Online Webinar

Obtain the BEST scans possible when our experts capture part features that otherwise would not be picked up by an average competitor scan.

Improve product functionality, obtain base model geometry, analyze competitor parts, or replace tooling.

Access inner details of parts, shorten development time, & believe in the data all while getting top-tier engineering support.

Get thorough, accurate, and repeatable dimensions on small and large parts.
Experience our complete inspection capabilities with accurate measurement services and expert support.

Meet compliance requirements, reduce recalls, and manufacture better with the leading non-destructive testing company.
Production problems, quality issues, failures, manufacturability, whatever your challenges, we have 30+ years of solving problems for our clients.

Industry leading engineers, mathematicians, physicists, and technical science experts at your disposal.
A proven and accredited approach to each unique project to get to solutions faster & more effectively.

Performance driven technologies & equipment give you the very best in metrology and related measurement services.


Accredited to ISO/IEC 17025 by A2LA, FFL Registered, ITAR Registered & Compliant. NPC offers the kind of quality management system clients can trust.
A2LA Scope & Cert
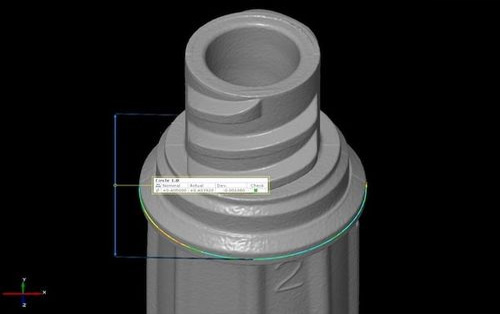
Read how reverse engineering enables part replication, tolerance verification, and long-term system reliability of legacy defense equipment.
View Full Article
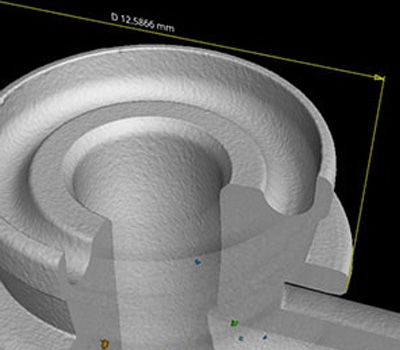
Explore how computed tomography supports quality assurance for MIM firearm components by analyzing porosity distribution, sintering defects, and geometry.
View Full Article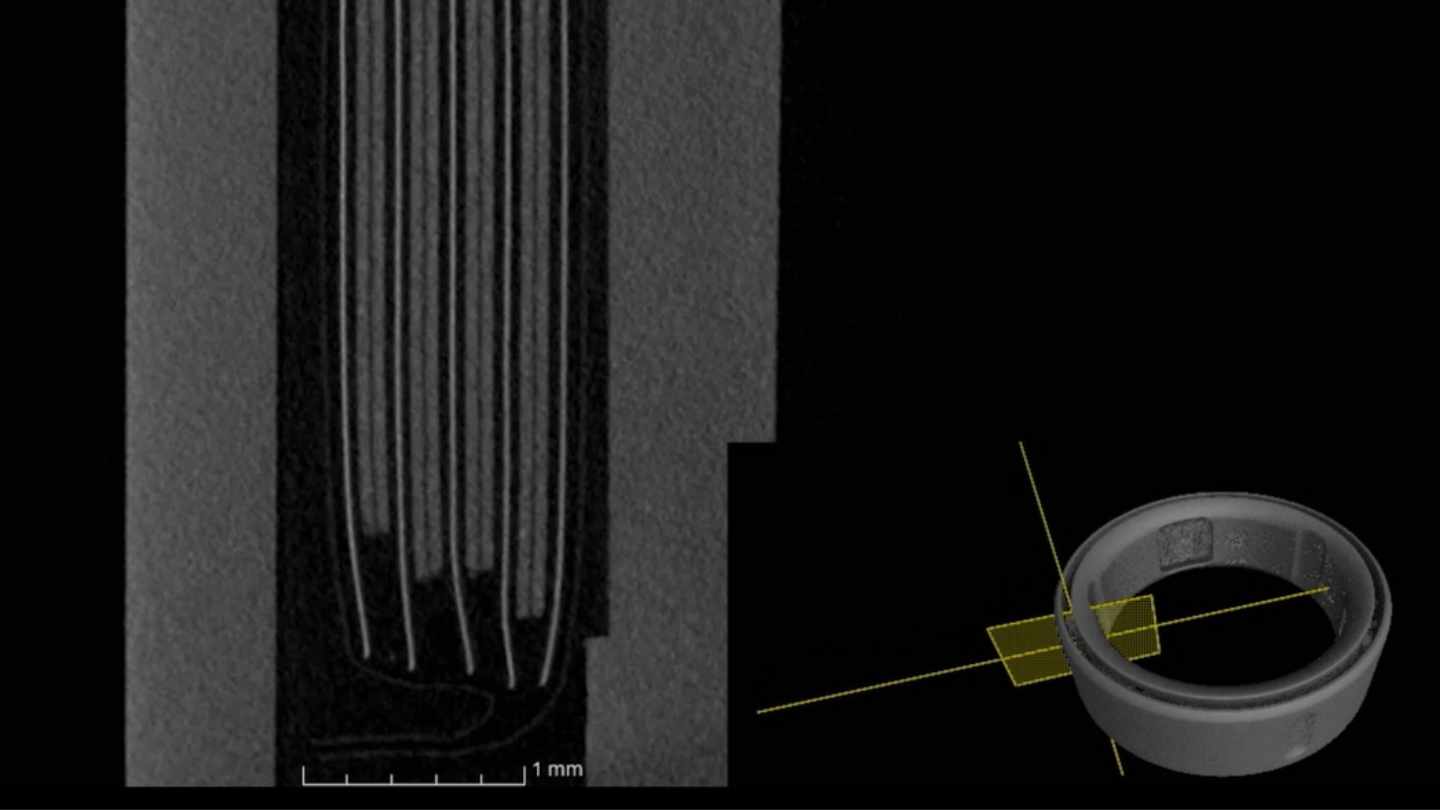
Industrial CT scanning provides non-destructive insight into compact electronics. Watch how a defective Oura Ring was analyzed without teardown.
View Full Article
Download the ultimate CT Scanning Buyer's Guide to improve understanding, time, and efficiency in your scanning needs. Over 50 Pages of useful data and case studies.
Download Now