708-429-4887







Production problems, quality issues, failures, manufacturability, whatever your challenges, we have 25 years of solving problems for our clients.
More About UsIndustry leading engineers, mathematicians, physicists, and technical science experts at your disposal.
A proven and accredited approach to each unique project to get to solutions faster & more effectively.
Performance driven technologies & equipment give you the very best in metrology and related measurement services.



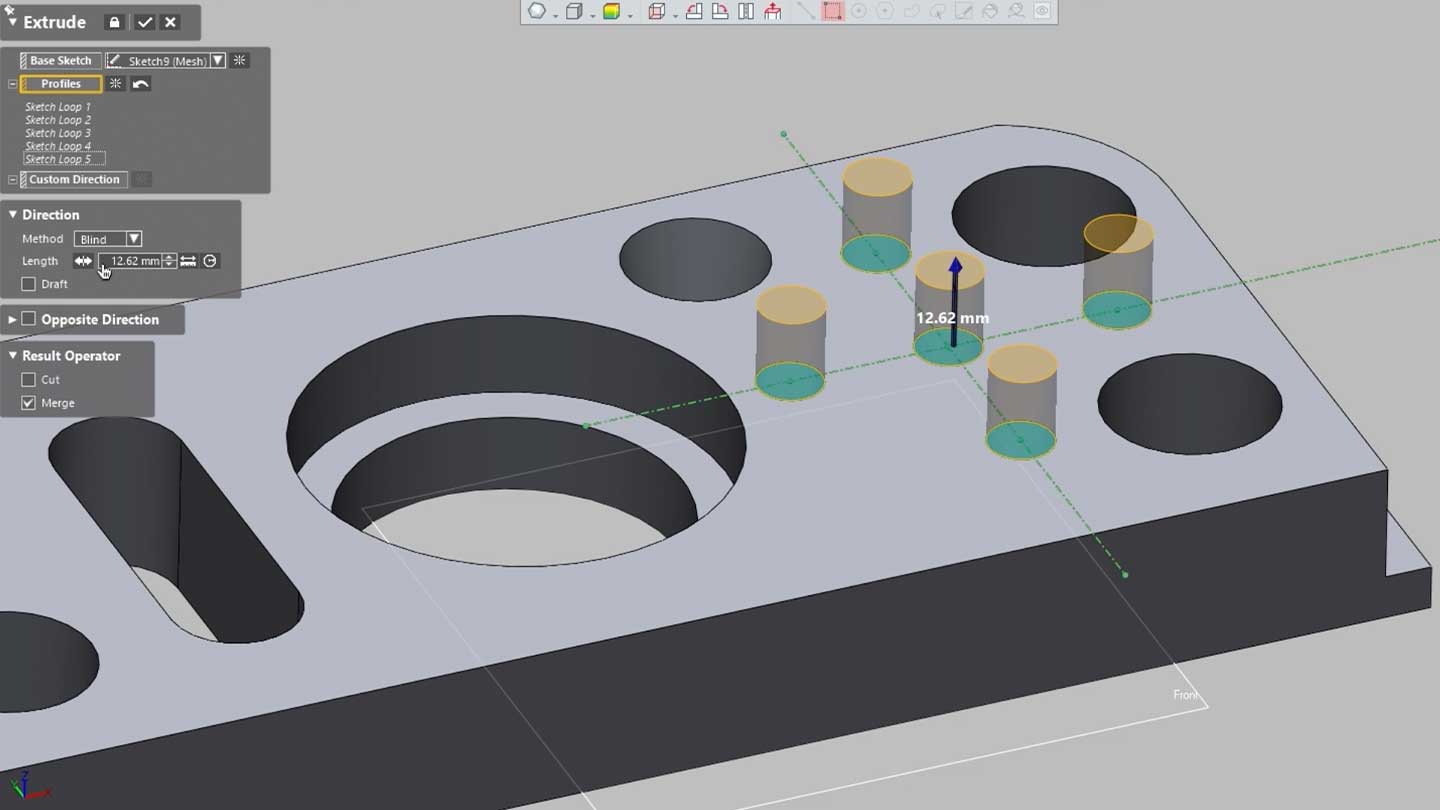
Understand the differences between as-built and design-intent reverse engineering modeling methods: an approach based on your project goals, resources, and budget.
View Full Article
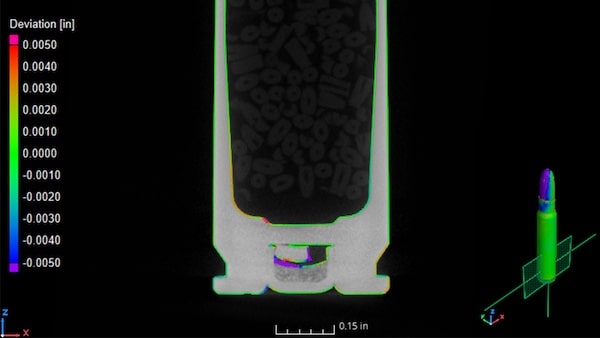
Discover how 3D printing and metrology collaborate to improve manufacturing accuracy, quality assurance, process validation, and in-process monitoring.
View Full Article
Test effectiveness of parts and optimize 3D printing processes with advanced metrology methods.
View Full Article